我们的现场实拍视频将带您走进【西宁】【当地】镀锌管 厚壁无缝管优选厂家产品的世界,产品视频细节之美一览无余!
以下是:【西宁】【当地】镀锌管 厚壁无缝管优选厂家的图文介绍

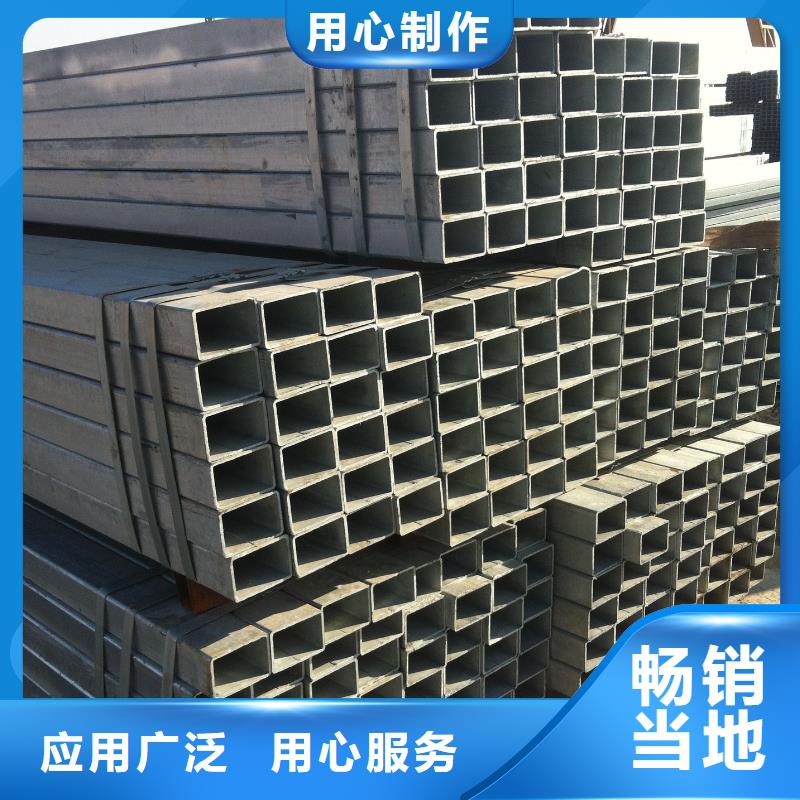
华尔钢镀锌无缝管在各个规划建设领域也激发了很大的作用,主要用途也很普遍。 镀锌无缝管在建筑中经常被广泛使用,主要是因为镀锌无缝管能承受一定的工作压力,是一种优良的不锈钢板材。 可以计算出镀锌无缝管所接受的工作压力,详细的计算进度和方法如下: 因为镀锌无缝管的工作承受压力的能力问题还需要受到办公室温度的影响 环境、液体的内部结构、镀锌无缝管的生产过程都面临着一系列问题。 西宁Q345B镀锌管如果我们计算镀锌无缝管的直径,壁厚,以及镀锌无缝管原材料的抗压强度,我们可以根据计算有理数计算出镀锌无缝管的抗压工作能力,自然在这里 所涉及的信息均准确无误,根据实际活动计算,保证镀锌无缝管原材料的物理性能。 这样我们得到的信息是有保证的。 镀锌无缝管的工作能力和壁厚计算公式为:工作压力=(壁厚*2*镀锌无缝管原材料的抗压强度)/(直径*指标)。


西宁热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。



苏沪金属制品有限公司主营:【西宁09CuPCrNi-A钢板、】,可按照客户需求定做各种规格【西宁09CuPCrNi-A钢板、】,所售产品均执行国标,公司始终坚持“公正、客观、科学、诚信”的经营原则,重合同、守信誉、保质保量、按期交货”。多年来公司凭借良好的信誉、低廉的价格享誉全国30多个省、市、自治区,产品出口欧洲、南美等十多个地方,深得用户信赖!欢迎您的来电、咨询,我们将竭诚为您服务!


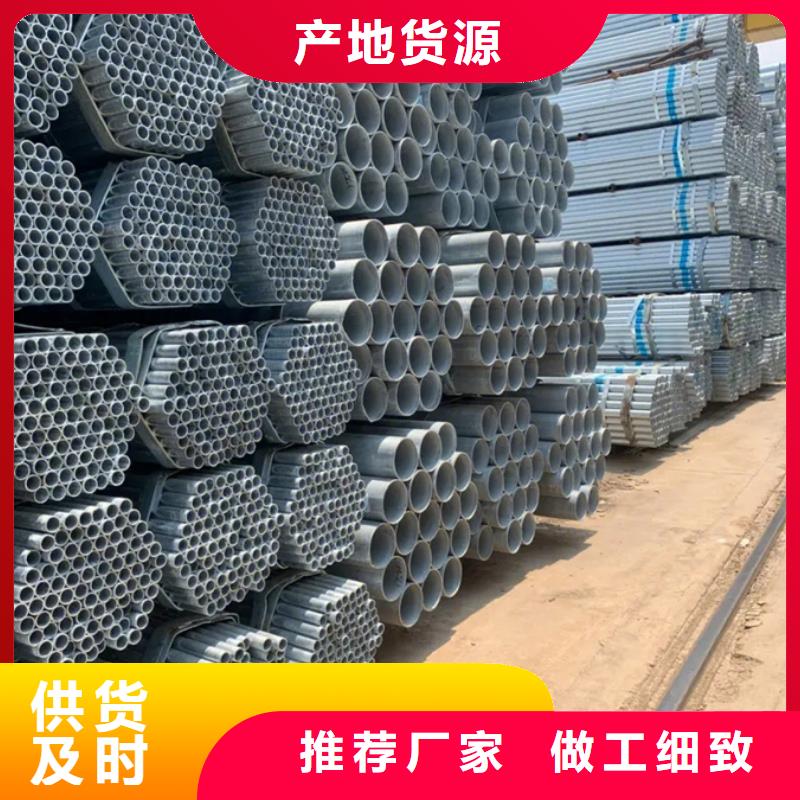
钢基材涂层是常用的方法,也是所有方法中有效的。 西宁镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 西宁镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。








 扫一扫
扫一扫