想要探索遵义 当地 钢板喷漆无缝管好货有保障的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:遵义 当地 钢板喷漆无缝管好货有保障的图文介绍
为保证客户提货方便及时,常年备有 遵义酸洗钝化无缝管、现货。在广大客户和同仁的大力支持下,我公司业务辐射到全国各行业。鑫铭万通商贸有限公司的经营理念是:诚信为立业之本 公司的服务宗旨:为客户创造价值!热忱欢迎广大新老客户联洽合作事宜,共同谋求发展!


如果堆焊复合耐磨板表面出现裂纹,那么这个裂纹是否会对焊接效果产生影响?实践表明,堆焊复合耐磨板表面出现裂纹是正常现象,没有裂纹则是不符合技术要求的,但我们希望堆焊复合耐磨板的堆焊层表面裂纹应该是:数量多、外形小,分布呈无规律弥散状,裂纹的深度仅局限在堆焊层之内。国外有关堆焊复合耐磨板的技术文献中也标明:每平方英寸内应出现至少一条裂纹。堆焊复合耐磨板表面有裂纹是允许的,但不得深入母板。上述对堆焊层裂纹的规定,其主要目的为保证堆焊复合耐磨板堆焊层的耐磨性以及在实际使用中的安全性。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。



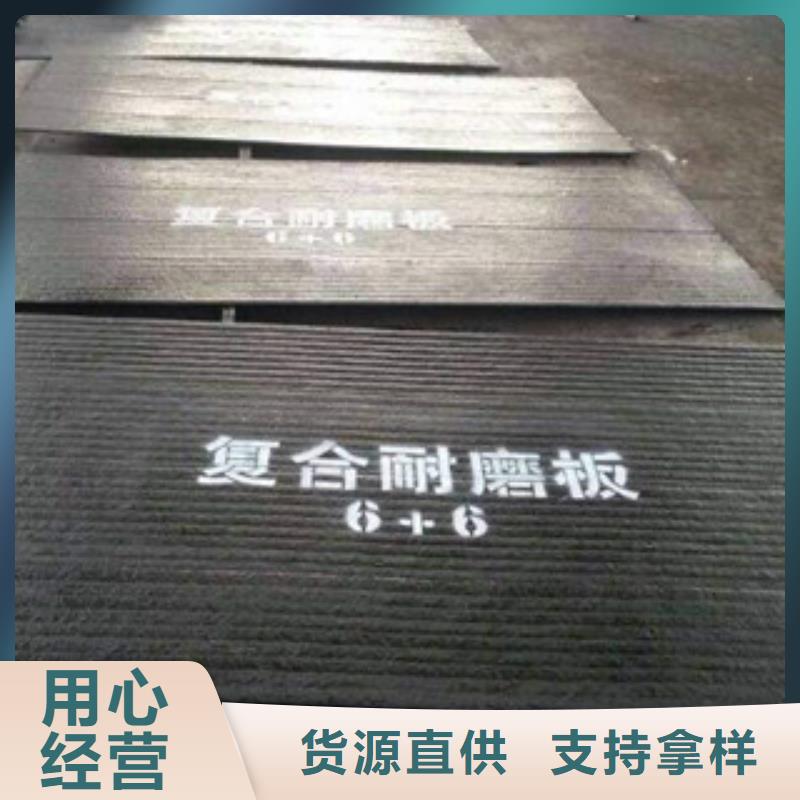
复合耐磨板由基板和合金耐磨层两部分冶金结合组成,合金耐磨层一般为总厚度的1/3~1/2。耐磨层的基体是冶金结合,用专用高硬度明弧药芯焊丝均匀地复合一层至两层以上,复合过程中,由于应力的释放,在表面会产生均匀的横向裂纹。采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基板上,复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是复合耐磨板的特点。
天津鑫铭万通焊割机械有限公司是一家集计划,研究,出售为一体的厂家,商品有耐磨钢板、耐磨衬板、复合耐磨板、耐磨合金钢板、双金属耐磨板、碳化铬耐磨板、高铬合金钢板、双金属复合耐磨钢板、堆焊耐磨钢板等。我公司凭着优异的技能及诚的理念,引入领先的国内外技能、设备,选用优质原料配以科学的,树立了完善的售前及售后效力系统,博得了客户的好评。公司遵循“以优于同行的质量标准,满足顾客对产品实物质量的期望和要求。”的质量方针来满意您的恳求,为您合理计划、俭省空间、前进功率、创造赢利!



③ 焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。
④ Ni3.5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。
⑤ Ni3.5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行消除应力热处理。
⑥ 减少应力集中。防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不得不采用残留衬环进行单面焊时,应特别注意衬环的装配质量,并在装到内壁上后,将衬环本身的对接焊缝全焊透;去除装配用定位铁和楔子后,留在焊件上的焊疤必须进行焊补并打磨光滑,还要进行MT检查,确认没有表面裂纹。返修焊补工艺的制定及施焊应特别严格控制,尽量避免大面积的焊补。


现在科技非常发达,体现在焊接领域就有很多种,除传统的焊接方法以外,一些新型的焊接方法也逐渐涌现出来,在各大生产领域发挥着重要作用。堆焊就是其中一种先进的修补焊接方法。
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。堆焊对提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。堆焊中碰到的问题是开裂,防止开裂的主要方法是:焊前预热,控制层间温度,焊后缓冷。焊后进行消除应力热处理。避免多层堆焊,采用低氢型堆焊焊条。必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。







 扫一扫
扫一扫